Machine Operation
ER Collet Basics
ER collets are a type of tool holding device commonly used in CNC machines. They are designed to securely affix cutting tools like end mills, drills, reamers, etc in a CNC machine's spindle.
ER collets come in different sizes, denoted by the number appended to the end of their name. On the smaller end of the ER system are ER-11 collets and nuts, like those you would find on a Nomad 3's spindle. Our 65mm VFD spindle kit uses ER-16 collets. And even larger ER-20 collets are used in our 80mm VFD spindles.
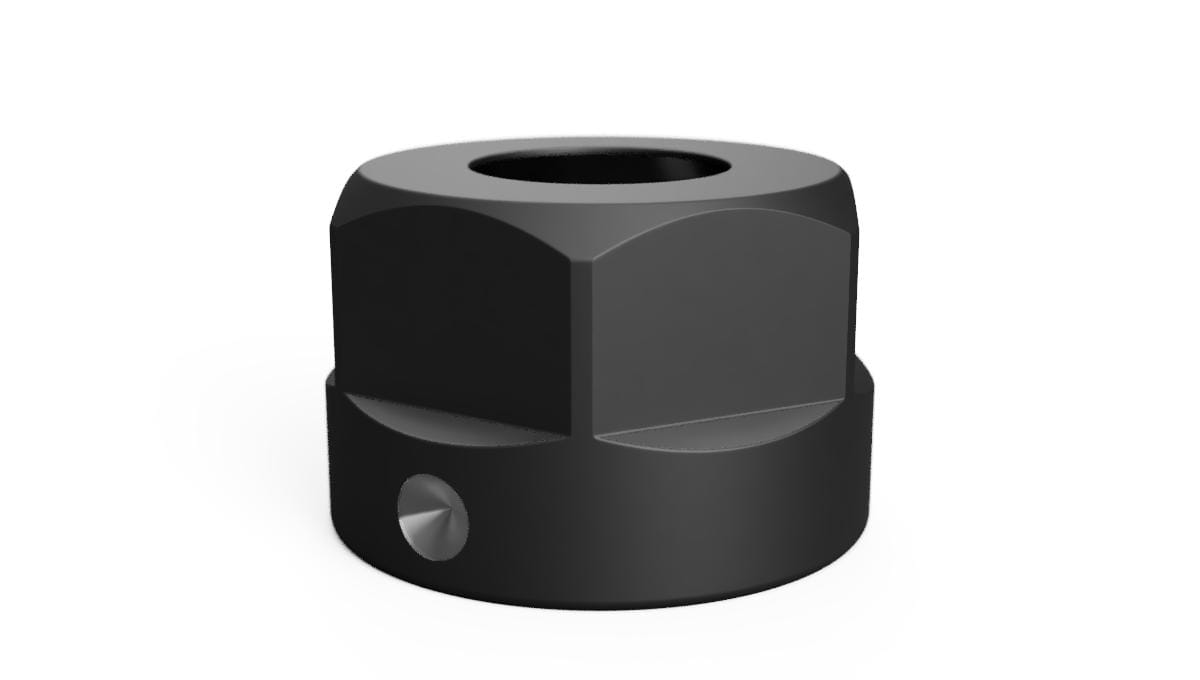
Securing ER collets in a spindle is the job of a collet nut. These nuts thread onto a spindle shaft and compress collets against a precision machined taper to align them with the axis of the spindle's rotation. The collet in turn is compressed until it grips a cutting tool securely.
A collet nut does more than just squeeze a collet against the spindle taper however. It has some clever features that improve the user experience. One of these is a collet retention system.

If you look inside an ER collet nut, you'll notice that one of the machined features appears to be off-center. This is not a manufacturing defect, but actually a lip that's meant to trap a collet and force it to stay with the collet nut as you tighten and loosen the nut.
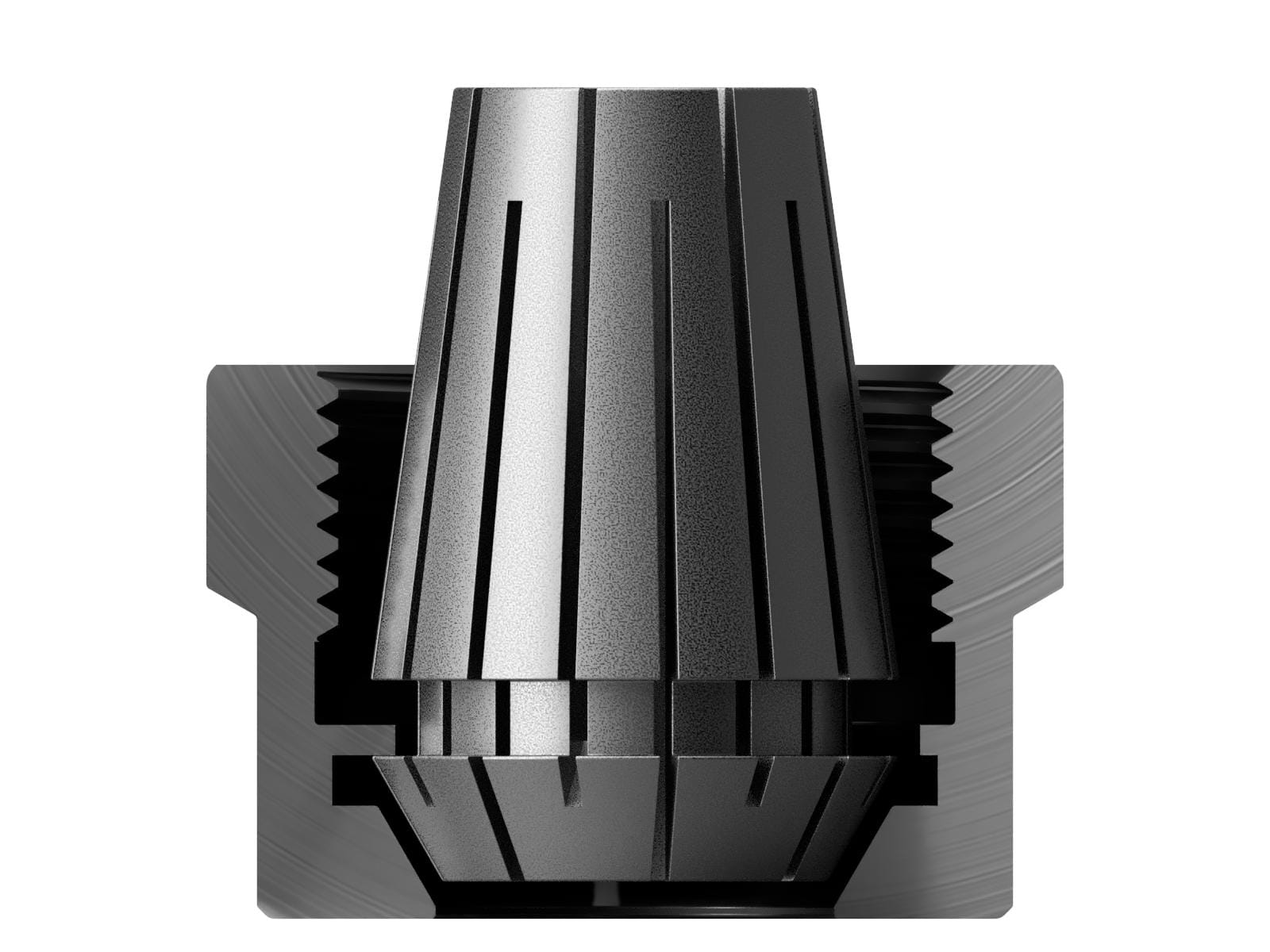
The retention ring falls into a matching groove on a collet, so that as you tighten and loosen the collet nut, the collet moves into and out of the spindle taper in unison. Without this feature, a collet might get wedged inside the spindle shaft and be difficult to remove.
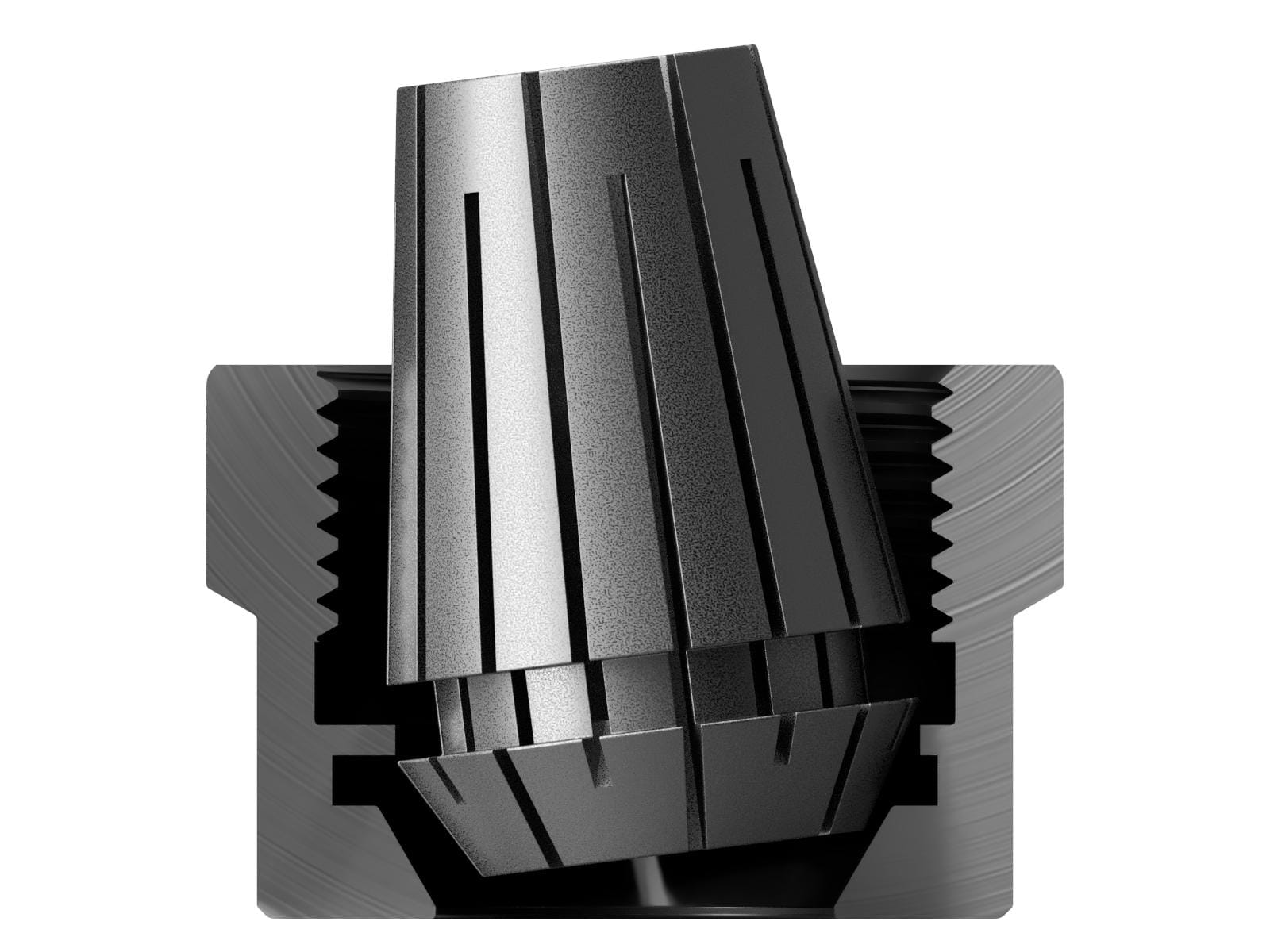
The proper way to install an ER collet into a collet nut is to insert the collet at an angle, and then rock it into an upright position. You may need to also apply some axial pressure on the collet and allow it to compress and fully snap into the retention ring.
To separate a collet and a collet nut, you would need to tilt collet in the appropriate direction in order to free the collet from the retention ring. You might also need to apply some pressure to the nose of the collet from below to pop it out of that ring.
Note: You cannot have a tool in the collet before you put the collet in a collet nut. If you already have an endmill in a collet, the collet will not be able to compress enough to snap into the retention ring. And if you try to run a spindle like this, the collet will be pushed off-center when you thread it onto a spindle, resulting in poor performance, reduced accuracy, and potential damage to your spindle and collet.
On some collet nuts, you may see small dimples or divots around the perimeter. Again, this is not a defect or blemish, but a deliberate feature meant to balance the collet and reduce vibrations. It is no different than how tires and wheels on an automobile are balanced, except in this case we cannot attach weights to a collet nut so instead we drill out mass.
Due to the messy nature of CNC machining, dust will inevitably make its way inside the collet nut. When you change endmills, there is an opportunity for dust to settle between the collet and the spindle taper, which will throw off the accuracy of your spindle. You should periodically unscrew the collet nut from the spindle and check for/wipe off dust from the collet and spindle taper's mating surfaces.
This overview should be enough to give you an understanding for how ER collets work, and an appreciation for how they enable you to achieve accurate cuts. If you have any other questions about proper usage of collets in your spindle, please reach out to our support team at support@carbide3d.com.